公司新闻
水泵高效钻孔,达人牌多轴钻床有多孔同步加工技术方案
自21世纪以来,我国水泵行业发展环境良好,使得水泵行业现状发展迅速。据相关统计显示,国内泵业以每年11%~12%的速度增长,高于世界泵业的增长率,这主要得益于国内市场的逐渐成熟和需求的不断扩充。
但是目前水泵打孔设备大多用的都还是摇臂钻,通过钻模板单孔一个个加工,钻孔效率过于缓慢。许多生产厂家因为市场的需求,现有的单孔加工效率已经无法满足他们的要求,因此为提高企业在市场的占有份额,迫切需要一台适用于水泵多轴钻床设备来提升打孔效率。
一、加工工件
水泵规格略大,需要钻12个孔径为φ28mm的孔,孔深30mm的多轴钻床,红色箭头所指为加工面。

水泵规格略大,需要钻12个孔径为φ28mm的孔,孔深30mm的多轴钻床,红色箭头所指为加工面。
二、设备功能和构造
设备加工目标是让孔径φ24~φ32mm,孔数最多为12个的水泵12个孔同步加工,钻孔一次成型,大幅提升效率,也可以通过此机器设计针对小型水泵的小型号机型。
浙江汉达有限公司的机床由机头、床身、万向节钻杆组件、升降油缸、液压系统、电气系统等部分组成。机身机头皆为铸件铸造,机座采用钢板焊接,一体式加工,使床身、底座达到足够的刚性和强度,防止使用中发生变形,使用寿命更长,抗震能力更强,足够承载大型工件。
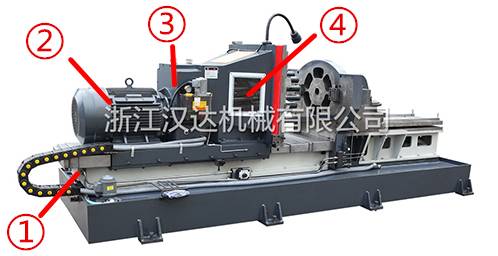
图①处为液压缸,机器通过外部链接的液压站控制液压缸进给,进给矩形轨道高频淬火,刚性和硬度好,保证机器运行平稳。机器装有调速阀,可根据情况调节进给速度。
图②处为大功率三相电机,图③处为齿轮箱,图④为万向节
三相电机通过齿轮箱内的高精度齿轮带动与外向节所连接的钻轴旋转,可以根据需求将三相电机和液压缸更换成伺服电机。

钻轴按照12等分分度圆排列,轴臂可调节,可松开螺丝后通过凹槽部分按分度圆大小在一定范围内任意调节,可适用更多规格的工件钻孔,通用性好。
机身进给轨道上装有风琴罩,起到防尘防屑防锈,保护丝杆的作用。

因成本预算,工件载具进给手轮带动齿轮模式进给,再由另一个手轮控制载具的升降,因为工件有一定的偏差,这样一样能移动到与钻模板配对的合适位置。

液压系统控制右上角和左下角的两个液压缸夹紧工件,钻模板可以使工件钻孔精度更高,同时也省去了工件划线对孔或者引孔之类的繁琐步骤。
钻模板前后两侧各装有出屑槽,便于钻孔排屑,节省下了清洁机床的时间。

钻模板前后两侧各装有出屑槽,便于钻孔排屑,节省下了清洁机床的时间。
机床装有自动润滑系统,它不仅具有润滑作用,而且还具有冷却作用,以减小机床热变形对加工精度的影响,对于保证机床加工精度、延长机床使用寿命等都具有十分重要的意义。
可根据需求是否配置冷却循环系统,可减少钻头磨损,冷却液会通过过滤网回到水箱,避免铁屑进入。

功能按钮简介明了,傻瓜式操作,程序厂家已经设定好,将工件放入,点击夹紧按钮工件自动夹紧,然后点击工作,等待工件钻孔完毕即可,数控界面可设定钻孔深度等更多数值。
电气元件集中在电气板中,电气柜密封性能可靠,电机通过变频器有过载保护,电器符合规定标准。
三、多轴钻床与常规摇臂钻加工效率对比
据了解,一般泵业生产厂使用摇臂钻钻好一个面12孔所花费的时间最快也要6分钟左右,而且中间时间都在操作摇臂钻和为工件装上钻模板,而浙江汉达的多轴钻床只要将工件放入后按下工作按钮,钻床自动工作12个孔位一起加工,一次工件成型,所用的时间也就是2分钟左右,整整3倍速度的差距,而且中间空闲的时间完全可以安排别的事情,或者是操作多台机器。

而且多孔钻床操作方便,省力,容易掌握,不容易发生操作错误而产生故障,不仅能减少工人的劳动强度而且能保证工人和钻床的安全,更在满足加工精度和质量的同时,大幅度提高了钻孔的效率。
因为对我们的认可,这家企业几年来每过一段时间都会订购几台阀门钻孔设备,我们公司在这一块也是越做越好,相信我们的机器能给更多的企业带去帮助。
客户评论
发表评论